10 Common Welding Issues, Tips and Tricks
These days, the welding industry is at its best. While we have the greatest and latest in welding equipment and supplies, this sometimes means that we can often overlook some essential steps while working on a job.
We look at 10 common welding issues and how to deal with them, and give you some handy welding tips and tricks along the way!
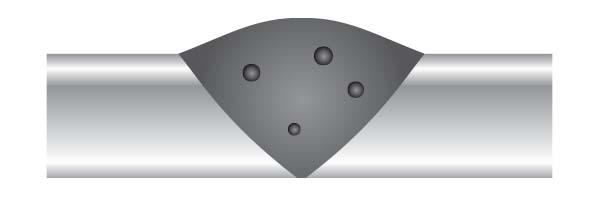
1. Porous Welds
Why
1. Excessively long or short arc length
2. Welding current too high
3. Too fast travel speed
4. Base metal surface covered with
oil, grease, moisture, rust, mill scale, etc.
5. Wet, unclean or damaged electrode
What to Do
1. Maintain proper arc length
2. Use proper welding current
3. Reduce travel speed
4. Properly clean base metal prior to welding
5. Properly maintain and store electrode
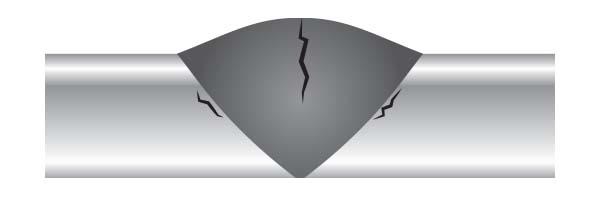
2. Cracked Welds
Why
1. Insufficient weld size
2. Excessive joint restraint
3. Poor joint design and/or preparation
4. Filler metal does not match base metal
5. Rapid cooling rate
6. Base metal surface covered with oil,
grease, moisture, rust, dirt or mill scales
What to Do
1. Adjust weld size to part thickness
2. Reduce joint restraint through proper design
3. Select the proper joint design
4. Use more ductile filler
5. Reduce cooling rate through preheat
6. Properly clean base metal prior to welding
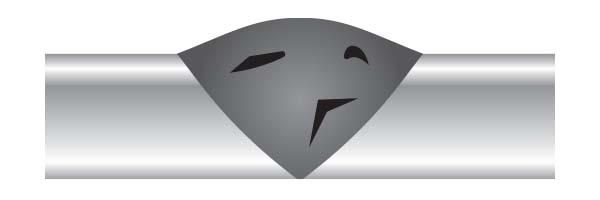
3. Inclusions
Why
1. Incomplete slag removal between passes
2. Erratic travel speed
3. Too wide a weaving motion
4. Too large an electrode
5. Letting slag run ahead of arc
What to Do
1. Completely remove slag between passes
2. Use a uniform travel speed
3. Reduce width of weaving technique
4. Use a smaller electrode size for
better access to joint
5. Increase travel speed or change electrode
angle or reduce arc length
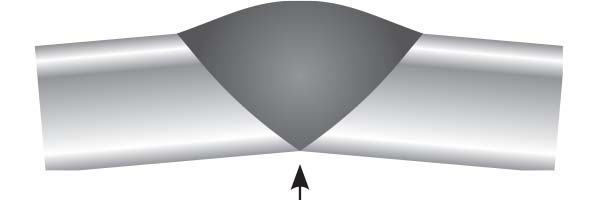
4. Distortion
Why
1.Improper tack welding and/or
faulty joint preparation
2. Improper bead sequence
3. Improper set-up and fixturing
4. Excessive weld size
What to Do
1. Tack weld parts with allowance for distortion
2. Use proper bead sequencing
3. Tack or clamp parts securely
4. Make welds to specified size
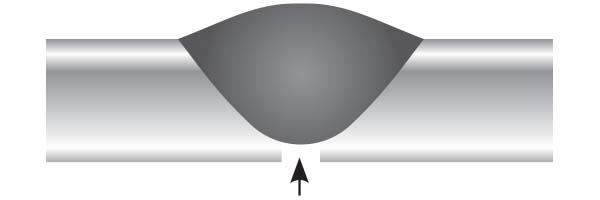
5. Poor Penetration
Why
1. Travel speed too fast
2. Welding current too low
3. Poor joint design and/or preparation
4. Electrode diameter too large
5. Wrong type of electrode
6. Excessively long arc length
What to Do
1. Decrease travel speed
2. Increase welding current
3. Increase root opening or decrease root face 4. Use smaller electrode
5. Use electrode with deeper penetration
characteristics
6. Reduce arc length
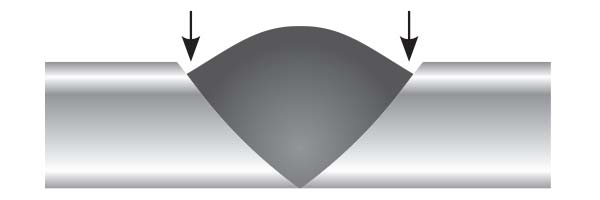
6. Undercutting
Why
1. Faulty electrode manipulation
2. Welding current too high
3. Too fast travel speed
4. Arc blow
What to Do
1. Pause at each side of the weld bead when
using a weaving technique
2. Use proper electrode angles
3. Use proper welding current for electrode
size and welding position
4. Reduce travel speed
5. Reduce effects of arc blow
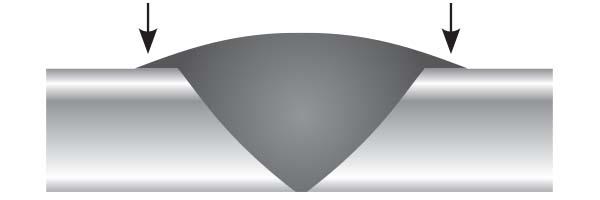
7. Overlapping
Why
1. Too slow travel speed
2. Incorrect electrode angle
3. Too large an electrode
What to Do
1. Increase travel speed
2. Use proper electrode angles
3. Use a smaller electrode size
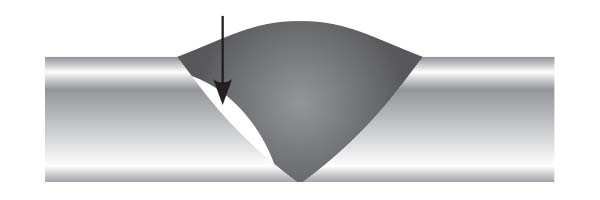
8. Lack of Fusion
Why
1. Improper travel speed
2. Welding current too low
3. Faulty joint preparation
4. Too large an electrode diameter
5. Magnetic arc blow
6. Wrong electrode angle
What to Do
1. Reduce travel speed
2. Increase welding current
3. Weld design should allow electrode accessibility to all surfaces within the joint
4. Reduce electrode diameter
5. Reduce effects of magnetic arc blow
6. Use proper electrode angles
9. Spatter
Why
1. Arc blow
2. Welding current too high
3. Too long an arc length
4. Wet, unclean or damaged electrode
5. Unclean welding surface
What to Do
1. Attempt to reduce the effect of arc blow
2. Reduce working current
3. Reduce arc length
4. Properly maintain and store electrodes
5. Clean welding surface
10. Magnetic Arc Blow
Why
1. Unbalanced magnetic field during welding
2. Excessive magnetism in parts or fixture
What to Do
1. Change the location of the ground
connection on the workpiece
2. Reduce welding current and arc length
3. Use alternating current


